液冷板生产工艺难点深度解析:钎焊/微通道/密封等六大核心挑战
 文全面剖析液冷板生产工艺六大核心难点:钎焊热应力变形、微通道微米级精度、密封可靠性、材料兼容性、3D打印致密性及精密蚀刻限制,结合行业案例与解决方案,助力企业攻克制造瓶颈,提升产品良品率与散热性能。
文全面剖析液冷板生产工艺六大核心难点:钎焊热应力变形、微通道微米级精度、密封可靠性、材料兼容性、3D打印致密性及精密蚀刻限制,结合行业案例与解决方案,助力企业攻克制造瓶颈,提升产品良品率与散热性能。
液冷板生产工艺难点
生产工艺难点集中在热应力控制、微通道精度、密封可靠性、材料兼容性及新工艺成熟度五大维度。
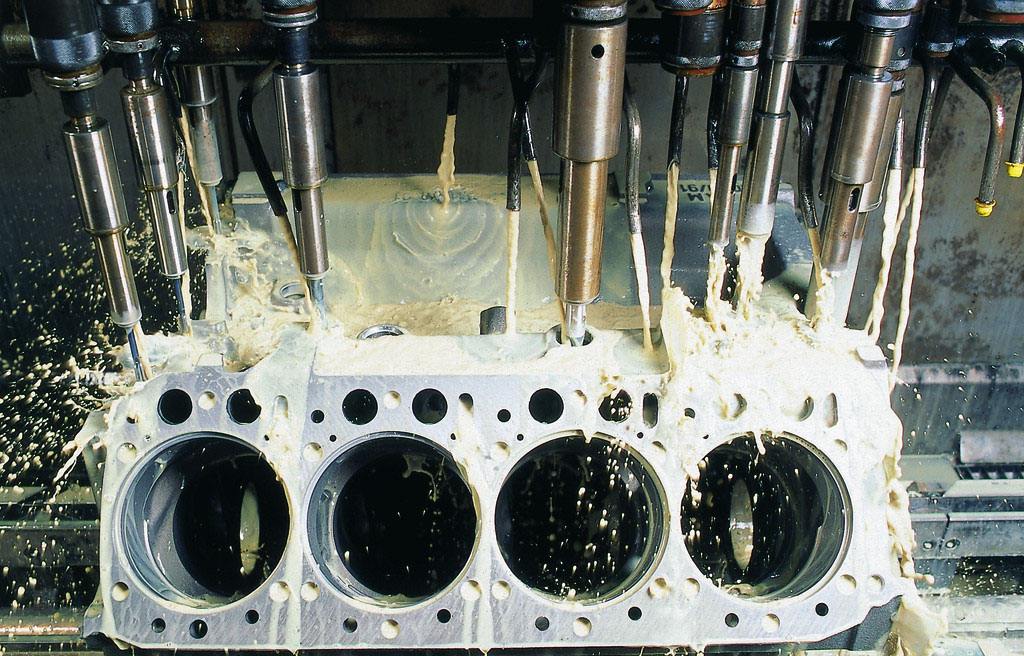
2.1 钎焊工艺:热应力变形与精度控制
· 热应力变形:高温(>600℃)导致铝合金板材不均匀膨胀收缩,冷却后翘曲变形,需后续矫形,增加成本。
· 精度与良品率:焊接参数(温度、时间、钎料用量)敏感,微小偏差(钎料流失、焊接不牢)致流道堵塞或泄漏,良品率受人工熟练度影响波动大。
2.2 微通道加工:微米级精度挑战
· 精度控制:微通道宽度50-500μm(甚至更小),精密蚀刻易边缘倾斜,微铣削刀具磨损快、效率低。
· 表面光洁度:3D打印内壁易裂纹,蚀刻粗糙度需Ra≤2.0μm(否则增加压降),影响换热效率。
2.3 密封技术:高压与长期可靠性矛盾
· 微通道密封:MLCP微通道直接接触冷却液,密封件(O型圈、密封胶)需承压≥6bar、耐5-8年热循环,微小缺陷(蚀刻残留)易泄漏。
· 系统集成密封:水嘴/接头连接部位是泄漏高发区,传统螺纹/胶接易受振动、温度变化影响,需激光焊接/扩散焊。
2.4 材料兼容性:热膨胀与界面结合
· 金属-塑料复合:铝合金(CTE≈23×10⁻⁶/℃)与塑料(≈50×10⁻⁶/℃)CTE差异大,热循环致界面应力开裂。
· 金属复合板:钢(CTE≈12×10⁻⁶/℃)与铝复合,高温分层影响导热。
2.5 3D打印工艺:致密性与开裂障碍
· 致密性问题:金属3D打印(L-PBF)内部孔隙(未熔合、气孔)致强度下降、泄漏风险,纯铜打印致密性难达锻造水平。
· 后处理开裂:残余应力导致切割/抛光时开裂,粘结剂喷射烧结易变形。
2.6 精密蚀刻与微铣削:深宽比与刀具限制
· 深宽比限制:精密蚀刻深宽比≤10:1,难满足高功率芯片深窄流道需求。
· 刀具磨损:微铣削超细刀具(≤1mm)易磨损,致流道尺寸偏差(宽度变大、边缘粗糙)。
3. 液冷板清洗洁净性难点
清洗洁净性影响散热效率、可靠性及寿命,难点集中在死角残留、微尺度污染物去除、工艺稳定性、高精度检测四大维度。
3.1 复杂流道结构导致的清洗死角与残留
· 典型场景:多支路流道(电池包)分支多、路径长,高压水枪/化学浸泡难覆盖;微通道(宽度≤1mm)清洗液难渗透,污染物易附着。
3.2 微尺度污染物的高效去除难度
· 污染物类型与危害:
o 金属碎屑(铝/铜屑,几十微米):堵塞微通道,局部过热;
o 焊渣/氧化层:划伤流道,破坏流动平顺性;
o 油污/化学残留:污染冷却液,致腐蚀或生物膜。
· 传统工艺局限:人工打磨一致性差,化学清洗(酸/碱洗)易二次污染,对微通道效果差。
3.3 清洗工艺的稳定性与一致性控制
· 参数敏感性:激光清洗能量密度/扫描速度需精确(过高损金属,过低除不净氧化层);
· 自动化集成:清洗-干燥-检测全流程自动化设备兼容差,易中断或交叉污染;
· 材料适配性:铝合金需中性清洗剂(防腐蚀),工艺不适配致材料损伤或残留。
3.4 清洁度检测的高精度要求与技术门槛
· 检测难点:
o 微颗粒识别(≤10μm污染物)需激光散射/图像分析;
o 流道内部检测需内窥镜/灌流萃取法;
o 行业标准(ISO 16232、VDA 19.1)不统一,需建统一流程。
4. 总结
· 分类:结构形式为核心(钎焊式最主流、3D打印是未来),流道设计影响换热效率,材料平衡导热/成本/重量,应用场景决定性能要求。
· 生产难点:钎焊热应力、微通道精度、密封可靠性、材料兼容性、3D打印致密性是当前瓶颈,需3D打印、新型密封材料、材料优化突破。
· 清洗难点:复杂结构死角、微尺度污染物、工艺稳定性、高精度检测是核心,需激光清洗、多模态流体清洗、智能检测技术提升。
未来,随液冷技术在数据中心、新能源汽车等领域普及,高性能、低成本液冷板将成为趋势,工艺与清洗技术持续优化是关键。
备注:本文内容基于液冷板行业权威资料(如《液冷板的分类及工作原理》、百度爱采购行业报告)整理,时效性截至2025年。