压铸铝切削液发霉发黑?教你快速判定切削液是否掺入再生废油

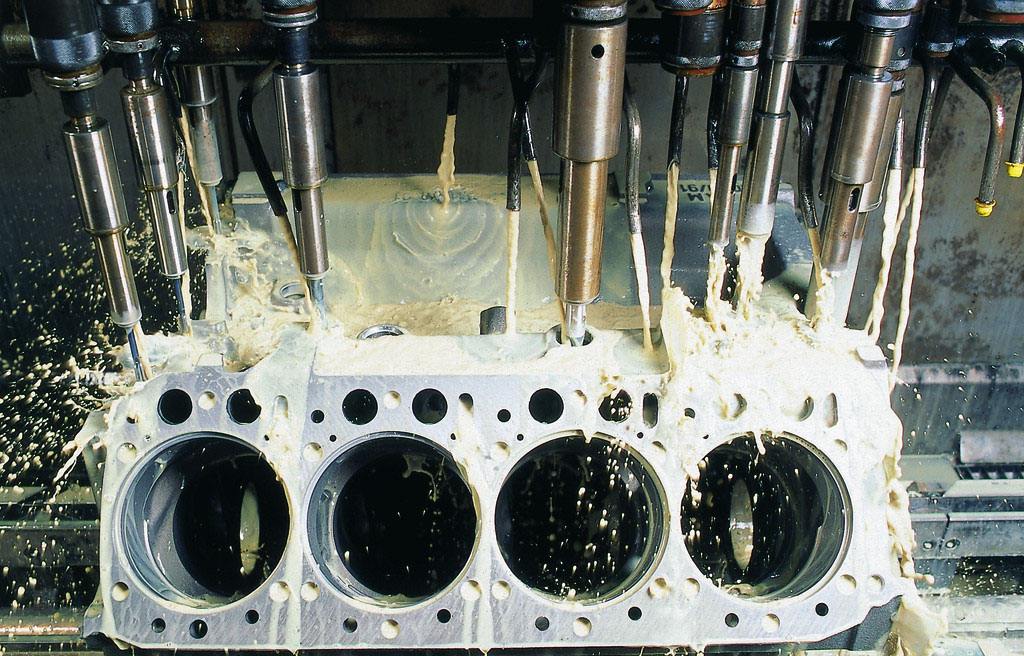
在压铸铝加工生产中,很多工厂都会遇到同一个棘手问题:切削液短期内快速发臭、pH断崖式下跌、铝材频繁发霉黑斑、机床油泥淤积严重。
大部分车间会误以为是设备不干净、换水不勤、防锈剂不足导致的腐蚀发霉。但大量现场实操案例证明:90%以上的压铸铝批量发霉、槽液不稳定问题,根源不是管理问题,而是切削液基础油掺入了再生废油、非标二次提炼油。
市面上很多低价铝用乳化切削液、微乳切削液,通过人工调色、调粘度、调密度伪装达标,常规检测完全看不出问题,但属于结构性劣质油品,长期使用会直接导致工件不良率飙升、生产成本增加、生产效率下降。
本文为大家分享一套工厂零成本、高精度的切削液废油判定方法,无需精密仪器,通过感官观察、简易实验、现场工况倒推,即可精准鉴别切削液是否掺杂非标再生废油,从源头解决压铸铝发霉、发黑、发臭难题。
一、为什么掺废油的切削液,一定会导致铝件发霉失效?
再生废油、二次提炼基础油和正规工业基础油最大的区别,就是精制提纯不彻底,含有大量杂质、不饱和烃、胶质、极性残留物质,也是切削液后期所有问题的核心诱因。
1、易氧化产酸,持续腐蚀铝合金
非标再生废油富含不饱和烃、沥青质、胶质杂质,在常温使用、高温加工环境下会持续氧化聚合,生成大量有机酸。酸性物质会持续破坏铝合金表面钝化层,直接造成压铸铝白斑、黑斑、点蚀发霉,也是铝件批量不良的主要原因。
2、自带菌群和微生物营养源,极易腐败发臭
再生废油提炼过程中,会裹挟大量金属磨屑、碳渣、有机杂质,这些杂质是细菌、厌氧菌的天然养分。这就导致劣质切削液原液自带杂菌,兑水配槽后菌群快速爆发繁殖,代谢出的酸性物质会击穿防锈体系,让槽液快速发臭、工件快速发霉。
3、破坏乳化平衡与pH缓冲体系
废油再生酸洗、碱洗工序残留大量极性杂质,会异常消耗切削液中的乳化剂,导致乳液不稳定、浮油、析皂、分层破乳。同时会破坏槽液pH缓冲体系,让切削液失去抗酸碱冲击能力,出现pH快速下跌、体系崩溃的问题。
4、腐蚀性杂质超标,适配性极差
非标废油残留活性硫、微量氯离子、重金属离子等腐蚀性物质,不仅会造成铜片腐蚀测试不达标,还会引发铝材局部电位差腐蚀,出现无规律霉斑、发黑问题,完全无法满足压铸铝精密加工需求。
二、零成本快速判定:切削液是否掺杂再生废油

很多工厂仅凭颜色、粘度、透明度判断切削液好坏,这是典型误区。废油配方可通过助剂轻松伪装常规指标,想要精准辨别,必须结合感官判断+简易实验+数据检测综合判定。
(一)感官目视嗅觉判断(现场快速筛查)
1、气味辨别(最直观、准确率最高)
正规优质切削液:自带干净的矿物油清香,或轻微极压硫磷气味,无异味,长期存放气味稳定。
掺杂废油切削液:原液自带哈喇味、馊油味、腥臭味;部分商家会添加浓烈工业香精掩盖异味,开盖后异味持续加重,配水使用2-3天就会快速发臭。
2、透光外观检测
取少量原液滴在玻璃片上,强光透光观察:正品切削液透亮或均匀乳浊,无悬浮杂质、黑渣;掺废油的切削液整体发乌暗沉,呈酱油色浑浊,内部可见细微炭黑颗粒、悬浮杂质。
3、老师傅实操辅助辨别
手感区分:正品切削液涂抹清爽、易水洗;废油配方胶质厚重,黏腻挂肤,清水难以冲洗干净。
摇晃消泡:正品泡沫细密、消泡均匀稳定;废油泡沫虚大松散,液面会浮现彩色虹纹油污。
静置存放:原液密封静置7天,正品色泽均匀无分层;掺废油会出现上下色差、底部暗沉积垢。
(二)四项简易实验,精准锁定劣质油品
车间无需专业设备,即可完成四项稳定性测试,快速排查废油配方。
1、高温稳定性试验
取200ml原液,60-70℃水浴恒温搅拌10分钟后静置。正规油品液面洁净无杂质;掺废油切削液表面会析出黑褐色胶状悬浮物、油污黏膜,杂质彻底暴露。
2、低温冷冻试验
将原液密封放入-5℃~-10℃环境冷藏过夜,恢复室温后观察。正品切削液可恢复原有均匀状态;废油配方会出现不可逆浑浊、果冻状絮状物、沉淀,乳液彻底失稳。
3、滤纸点滴扩散测试
配制5%浓度的工作液,滴在定性滤纸上自然风干。优质油品油环浅黄、圈层规整干净;掺废油切削液外圈深褐色,中心聚集黑色炭粒、杂质沉淀,是基础油精制度极低的典型特征。
4、稀释液静置分层测试
5%浓度稀释液装入量筒静置24-48小时。正品液体均匀,仅有微量浮油;废油配方底部会析出黑褐色黏稠沉淀,液体中悬浮大量絮状物,为废油中未过滤干净的胶质、碳渣杂质。
(三)量化数据检测,实锤油品质量问题
1、pH缓冲性能测试(核心关键指标)
新配5%浓度槽液,初始标准pH为8.6-9.0。微量分次滴加稀盐酸后观察:正品切削液缓冲性能充足,pH下降平缓;掺废油切削液碱储备被酸性杂质提前消耗,少量加酸就会出现pH断崖式下跌,抗腐蚀、抗冲击能力极差。
2、灼烧灰分试验
将原液蒸干充分灼烧,正品残渣极少,为浅灰色粉末;废油配方残渣量大、发黑粗糙,含有大量金属杂质、胶质残留。
3、铜片腐蚀试验
合格铝用切削液铜片腐蚀等级为1a/1b级,无变色腐蚀;掺废油切削液因含活性硫、腐蚀性杂质,腐蚀等级≥2级,铜片明显发黑腐蚀。
三、现场工况反向倒推:快速判断油品是否掺废油
压铸铝加工现场,只要出现以下任意两项问题,即可高度怀疑切削液掺入再生废油:
1、新槽配液快速霉变:全新设备、纯水配液,2-3天压铸铝批量出现白斑、黑斑,pH从8.5以上快速跌至7.5以下;
2、工件定点腐蚀发霉:工件堆叠、积水位置优先出现霉斑,并非防锈不足,而是厌氧菌产酸造成局部腐蚀;
3、油泥异常堆积:机床水箱、管路、滤网频繁滋生大量黑褐色粘稠油泥,清理后快速复发;
4、药剂时效极短:常规杀菌剂可维持7-15天,劣质废油切削液加药后2天内再次发臭发霉;
5、油品消耗异常:无跑冒滴漏的情况下,切削液损耗量大,频繁出现浮油、析皂现象。
四、切削液选型与使用常见误区
1、切勿仅凭粘度、颜色、密度判定油品好坏,再生废油可通过助剂轻松伪装各项常规指标,肉眼无法精准辨别;
2、铝件发霉不只是车间脏乱导致,全新洁净工况下依旧霉变,核心问题大概率是切削液原料不合格;
3、废油配方属于结构性缺陷,单纯添加杀菌剂、片碱只能临时缓解问题,无法根治发霉、发臭、油泥、pH不稳等问题。
五、问题油品应急处理与解决方案
1、立即停用疑似劣质切削液,密封留样留存证据,便于对接供应商核验追责;
2、停止原液补加作业,避免全系统菌群产生耐药性,加剧槽液腐败问题;
3、采用专用系统清洗剂,对全管路、水箱循环清洗,彻底清除管壁、槽底油泥,搭配高浓度杀菌剂全线灭菌;
4、彻底排空旧液,清水反复冲洗槽体2次以上,确认无残留杂质后,更换正规合规切削液重新建槽。
重要提醒:未彻底清洗系统直接更换新油,管道、设备残留的菌群和杂质,会导致新油二次霉变、失效。
六、供应商资质核验,从源头规避劣质油
采购切削液时,可直接向供应商索要基础油原厂检测资料,无法提供真实合规报告的,基本为废油再生配方:
1、基础油酸值、氧化安定性检测报告;
2、基础油倾点、灰分、机械杂质化验单;
3、正规基础油原料来源证明。

七、总结
压铸铝加工过程中,切削液频繁霉变、槽液发臭、油泥堆积、pH失稳、工件批量发霉发黑,核心症结大多不是车间管理问题,而是切削液基础油掺入非标再生废油。
这类劣质油品存在先天性结构性缺陷,无法通过日常维护、药剂添加解决。通过感官筛查、简易实验、数据检测、现场工况倒推的多维判定方式,工厂可零成本快速鉴别劣质切削液,从源头杜绝铝材发霉不良问题,降低生产成本、提升生产稳定性与产品良率。